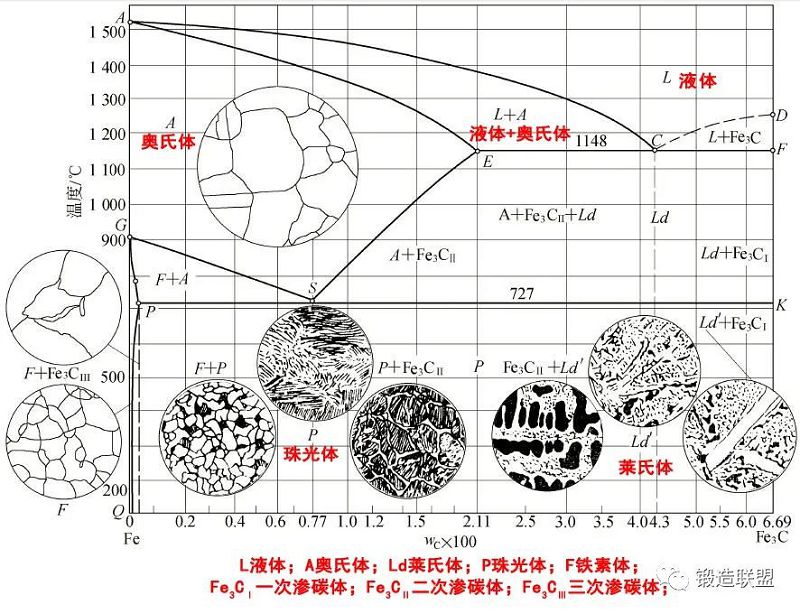

�Fe-C合金相图
1锻造温度范围
定义
锻造温度范围指的是开始锻造的温度(始锻温度)和结束锻造的温度(终锻温度)之间的一段温度区域。
2如何合理的设定锻造温度范围?
原则
要保证金属在此温度范围内,具有较高的塑性和较低的变形抗力,能以最少的火次,获得合适的金相组织与力学性能。
补充
♠ 始锻温度应保证,在终锻之前金属还有足够的塑形,在锻后金属仍能获得再结晶组织;
♥ 过高的终锻温度,除了会增加能源消耗外,也会使得锻件在冷却过程中,晶粒继续长大,从而降低其力学性能,尤其是冲击韧度。
♣ 终锻温度若低于再结晶温度,锻坯内部会出现加工硬化,使塑性降低,变形抗力急剧增大,内部产生较大的残余应力,导致坯料在锻造或后续工序中产生开裂。因此,终锻温度一般要高于金属的再结晶温度50~100°C。
3碳钢的锻造温度范围
依据
可以根据铁-碳相图确定。
特点
♠ 碳钢的始锻温度随含碳量的增加而降低;
♥ 合金钢的始锻温度一般可参照含碳量相同的碳钢来确定,合金钢的始锻温度随含碳量的增加降低的更多。
补充
♠ 钢锭在液态凝固时,其原始晶粒组织比较稳定,过烧的倾向较小,因此钢锭的始锻温度可以比同钢种的钢坯和钢材高20-50℃;
♥钢坯在高温单相区(如GSE线以上的奥氏体区)具有良好的塑形。因此亚共析钢,一般在GS线以上15-50℃左右锻造。
♣低碳钢(含碳量ωc<0.3%),由于其在GS线以下的两相区(α+γ)也有足够的塑形,因此终锻温度可以在GS线以下。较低的温度,可使材料在剧烈变形过程中,通过位错强化的方式提升材料的强度,同时通过部分再结晶铁素体的细晶强化提高材料强度而不降低韧性。
♦过共析钢,温度降至SE线以下,开始沿晶界析出二次碳化物。为了打碎这些渗碳体,可AE线以下的两相区,继续锻打,在锻坯塑形显著降低之前,停止锻打。过共析钢的终锻温度一般应该高于SE’线50-100℃以上。
4其他材料的锻造温度范围
综合确定
有色金属、不锈钢、高温合金以及不发生相变的钢种(如奥氏体钢、铁素体钢)等,其锻造温度范围,则需要通过各种试验,以及金相图、塑性图、抗力图和再结晶图综合分析等,最终确定出合理的锻造温度范围。
补充
对于冷却时不产生重结晶转变奥氏体钢、铁素体钢等,由于不能用热处理方法细化晶体,所以必须严格控制终锻温度,终锻温度不能过高。
5参考
由于生产条件的不同,各工厂所用的锻造温度也不完全相同。钢料和有色金属的锻造温度,都可以参考相应的《常用金属材料锻造温度范围表》。
补充
♠ 一般情况下,钢的含碳量在5‰千以内的,锻造温度范围为1250~800 C°;含碳量大于5‰的,锻造温度范围为1200~850C°;
♥ 普通碳素钢的锻造温度范围为1300~700 C°,优质碳素钢的锻造温度范围1250~800 C°;合金结构钢的锻造温度范围1200~800 C°,碳素工具钢的锻造温度范围1150~750 C°;合金工具钢的锻造温度范围1150~800 C°,高速工具钢的锻造温度范围1150~900 C°,合不锈耐酸钢的锻造温度范围1200~750 C°,热耐不起皮钢的锻造温度范围1150~800 C°,弹簧钢的锻造温度范围1150~800 C°,合金结构钢的锻造温度范围1100~800 C°。
♥ 高温合金的锻造温度范围,铁基合金为1150~850 C°,镍基合金为1160~950 C°。
♦ 有色金属的锻造温度范围:锌165~110 C°,黄铜850~650 C°,青铜850~650 C°,白铜1120~700 C°,纯铜950~800 C°,工业纯铝470~380 C°,防锈铝450~380 C°,硬铝470~380 C°,锻铝480~380 C°,超硬铝450~380 C°,镁合金430~300 C°。

